外部航司经验SD+DH
737防滞活门失效,通常是通过信息自检来识别和检验。但有一类潜在缺陷,可能长期存在但是不能被有效识别。
一、案例背景:
有拖胎案例,表现为落地刹车时,机组介入的人工刹车很早,且踩得比较大。回顾数据发现,拖胎的2个位置的刹车,最近2次刹车使用循环数偏低机队平均循环30%左右。通过扩大筛查,将低于平均数的防滞活门都拆下送厂里检测,发现其伺服电流和压力输出曲线不合格。刹车寿命低的,给出同样的伺服电流其去往刹车输出压力偏大,表现出实际刹车寿命会略低一些。
二、理论背景:
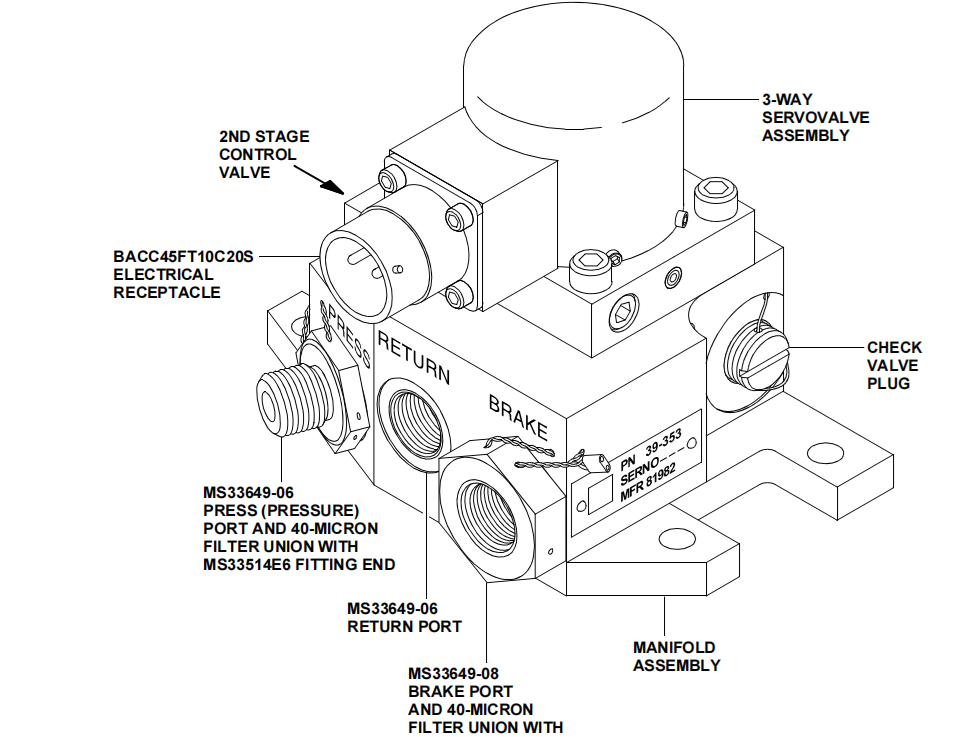
防滞系统(SCBS)用于防止因制动压力过大而导致车轮锁死或打滑。只要飞行员施加的制动压力低于打滑极限,系统不会介入,飞行员仍能完全控制制动功能。如果飞行员施加的压力超过打滑阈值,控制盒组件将接管并降低制动压力至最佳制动所需的水平。部件主要包括控制器、轮速传感器和防滞活门。
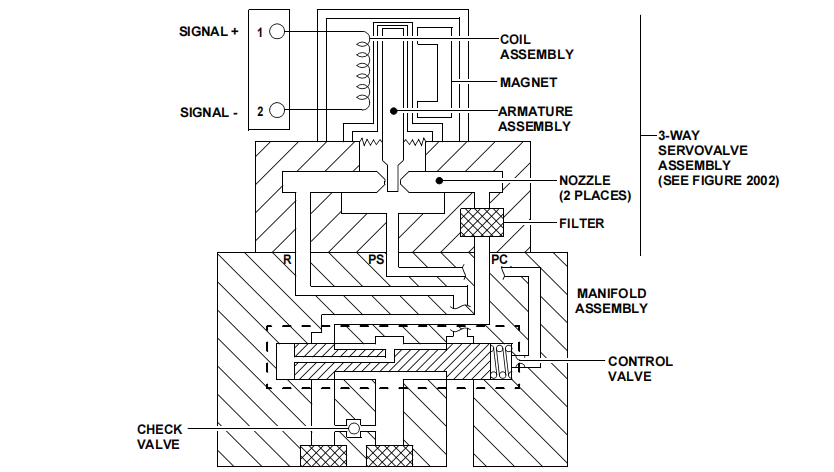
其中防滞活门的主要结构,包括:第一级伺服阀、第二级控制活门和三通伺服组件,控制阀组件是一个两阶段压力控制阀,根据控制器伺服阀电流指令调节计量的液压压力,以防止车轮抱死或偏航。 三通伺服阀组件向第二阶段控制阀提供控制(先导)压力。控制压力与控制器施加到扭矩电机的输入电流指令成比例。通过拆下盖板可以接触到调整螺钉,用于设定施加的控制压力与电流指令之间的关系。
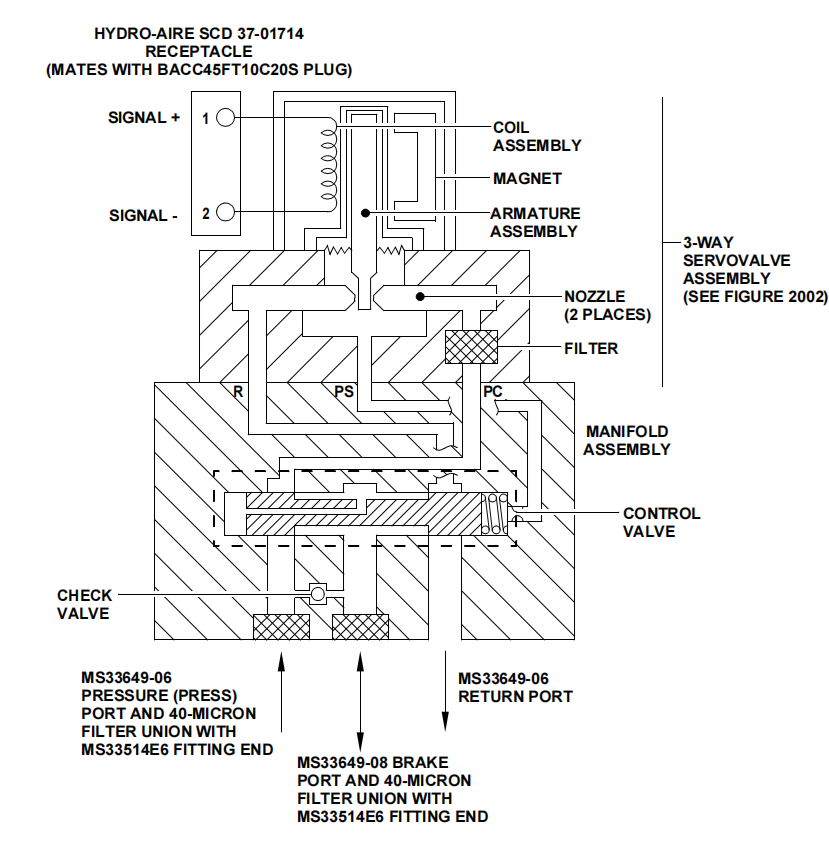
整个活门的工作过程:该液压防抱死刹车系统以3000 psig液压为输入,经控制阀进入两级电液伺服阀组件。第一级为扭矩马达,其衔铁位于两个喷嘴之间,一侧接系统压力、一侧接回油,输入电流产生与电流成比例的液压压力;第二级挡板响应压力位移,永磁体将电指令转为挡板运动,磁通变化产生力驱动衔铁克服悬吊弹簧,实现与电流成比例的挡板动作。无电流时,扭矩马达挡板处于中位,伺服阀将等于系统压力的控制压力施加于控制阀滑阀偏置端,叠加预载弹簧力使滑阀保持开启PRESS口至BRAKE口的流道,飞行员可在SCBS控制速度以下进行转弯和滑行刹车。当SCBS控制盒根据轮速传感器(WSTs)信号感知打滑时,增大伺服阀电流指令,挡板调节两喷嘴间压力,降低滑阀偏置端控制压力,压力失衡使滑阀移动并开启BRAKE口至RETURN口的流道,降低该轮刹车压力以消除打滑趋势。打滑恢复后,控制盒减小电流直至平衡刹车恢复,预载弹簧将滑阀推回偏置位,重新计量PRESS口流量。正常刹车时,伺服阀与滑阀根据跑道条件连续移动调节。SCBS失效时,飞行员完全手动控制刹车。PRESS口与BRAKE口之间的单向阀可防止飞行员松踏板减压时刹车压力滞留,此时刹车压力经单向阀向PRESS口泄放。
手册中对于压力和电流值之间的关系,如下图所示两个曲线。左图为先导控制压力,右图为最终刹车输出压力。
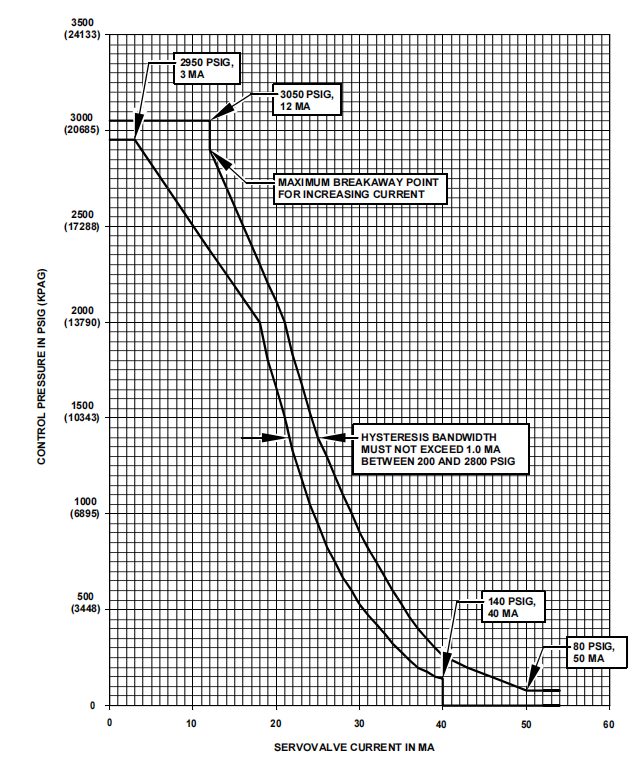
| 特性 | 上左图(伺服阀控制压力) | 上右图(输出刹车压力) |
|---|---|---|
| 测量位置 | 伺服阀输出端/控制端口 | BRAKE端口(轮缸端) |
| 代表阶段 | 第一级(先导级) | 第二级(主阀输出) |
| 信号类型 | 先导控制压力 | 最终刹车输出压力 |
| 物理意义 | 伺服阀对电流的响应 | 整个阀对电流的最终输出 |
因果关系:电流指令 → 伺服阀控制压力变化 → 控制阀滑阀移动 → 输出刹车压力变化
三、测试分析
通过如下测试步骤,从而来测量输出刹车压力和电流之间的曲线关系。
| 步骤 | 操作 | 预期结果 |
|---|---|---|
| 1 | 按照图1001(第2张)显示的方式,打开和关闭测试阀(阀门配置为”Pressure Versus Current”模式) | — |
| 2 | 在PRESS端口施加 3000 ±50 psig(20685 ±345 kPag) 压力。将RETURN端口的背压设置为 50 ±10 psig(345 ±69 kPag) | — |
| 3 | 设置X-Y记录仪,绘制制动压力(压力传感器)相对于阀驱动信号(单位:mA)的曲线 | — |
| 4 | 施加 0-50-0 mA 的三角波阀驱动信号,周期率为 0.02 ±0.008 Hz(50 ±125秒/周期),使输出压力变化 | — |
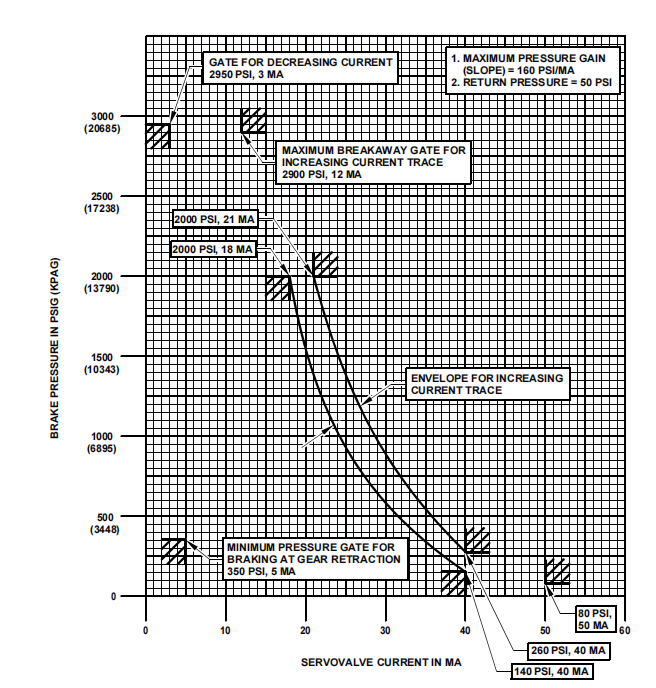
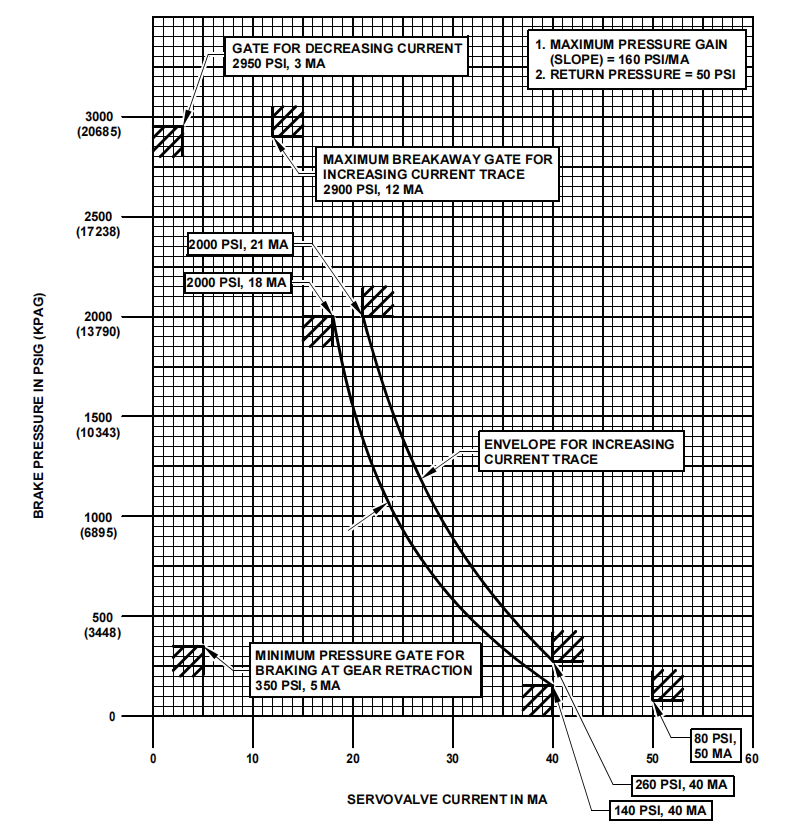
| 5 | 运行 三个完整周期 的BRAKE端口压力与阀驱动电流关系曲线。将第三个周期绘制在X-Y记录仪上,并评估曲线 | 合格标准 滞后带宽 上升和下降曲线之间的滞后带宽不得超过1.2 mA(在200至2800 psig,即1379至19306 kPag范围内) 上升曲线 必须位于图1002所示的最小和最大限值以内,且在80 psig(552 kPag)处低于50 mA门限 曲线平滑度 电流-压力曲线必须平滑且连续,不得有突变 曲线斜率 曲线的斜率不得超过160 psi/mA(1103 kPa/mA),范围超过100 psi(6900 kPa)时。若在小于100 psi范围内出现斜率大于160 psi/mA的突变点,可接受 |
| 6 | 将PRESS端口压力降低到 500 psig(3448 kPag) | — |
| 7 | 使用X-Y记录仪绘制制动压力与控制电流的一个完整周期的曲线,并评估 | 齿轮收回制动压力在5 mA时必须大于350 psig(2413 kPa),如图1002所示 |

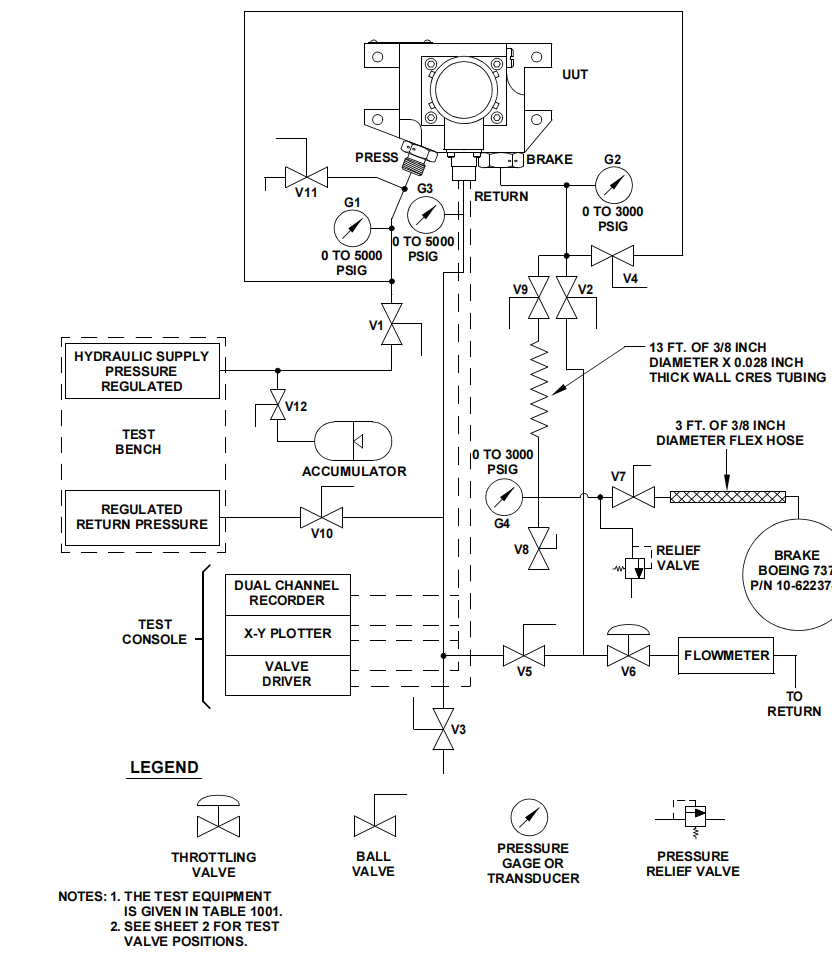
图1002,可以看到曲线的上限在2000PSI就终止了,这个原因是2000 psi以下需要精确控制,以确保防滞功能正常工作。2000 psi以上时系统已接近滑阀极限位置。
| 压力区域 | 特性 | 原因 |
|---|---|---|
| 0 – 2000 psig | 线性工作区 | 滑阀在此范围内有足够行程响应电流变化 |
| 2000 – 3000 psig | 饱和区 | 滑阀已移动到接近最大位置,继续减小电流不会显著增加滑阀开度 |
四、故障分析
下面看一个真实的潜在失效部件的真实测量波形。
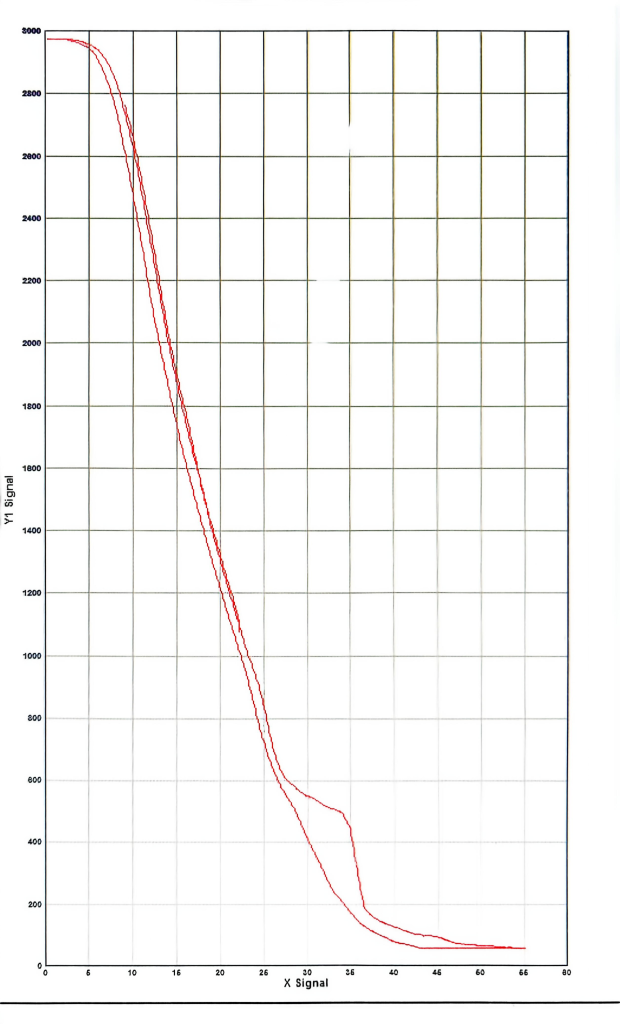
所以当活门发生了故障的时候,控制盒提供相同的电流,来调节阀板。那么会有两个不同的结果。
情况1:相同电流下,实际压力值变大了
| 项目 | 说明 |
|---|---|
| 含义 | 在相同的电流指令下,输出的制动压力比预期高 |
| 曲线表现 | 曲线向左/上偏移(相同电流对应更高压力) |
| 可能原因 | 伺服阀增益过高、预载弹簧力增加、滑阀阻力减小 |
情况2:相同电流下,实际压力值变小了
| 项目 | 说明 |
|---|---|
| 含义 | 在相同的电流指令下,输出的制动压力比预期低 |
| 曲线表现 | 曲线向右/下偏移(相同电流对应更低压力) |
| 可能原因 | 伺服阀增益降低、预载弹簧力减小、液压系统压力不足、内部泄漏增加 |
这两种都是有害的,情况1,可能输出更大的刹车压力,从而导致拖胎。情况2,可能输出更小的刹车压力,从而刹车效能偏低,被其他刹车所承担。
由于控制盒能识别防滞活门故障,是来自于The AACU does not receive a valid signal from a Normal Anti-Skid Valve。也就是下图的线圈信号。因此对于下游端活门的实际输出偏离识别是无效的。
五、解决思路讨论
由于实际使用中大部分的自动刹车选择在3档左右,对应压力700多,人工刹车都是在1000多左右。几乎绝大多数都是在调压曲线范围内。那么相同电流条件下,实际压力输出偏离了曲线范围,就会表现出,该位置刹车吸能更多或者更少一些。反映在刹车上就表现为刹车使用时间偏离正常周期,反映在轮胎也如是。可以通过监控刹车或者轮胎使用周期的变化。来判断活门的真实输出值情况。
特别讨论:
1,有使用轮胎磨损作为判断方法的,理论上这个周期更短,有航司反映通过该方法,监控到1起防滞问题,更换后轮胎更换周期恢复。轮胎更敏感,但由于在翼寿命短,但更容易受其他的因素影响,比如刹车压力、业载、夏天还是冬天、机场情况等。
2,刹车有些刹车非磨损原因拆下的,比如钢卡断裂、铆钉头丢失这类常见问题,需要做区分。