737NG-FTE-21-12021& FTE-21-13017
冷凝气裂纹,从数据表明,被认为是和时间相关的典型部件老龄化故障。
从数据看装机时长均值为37689FH,最大为70161FH,最小为18569FH。其中2024年拆换的15个,装机时长均值为41997FH,最小为26578FH。基本上是在14年以上的飞机中发现。有一半都是定检发现更换,溢出率仍然偏高,主要是通过空调性能监控和低进高出报文识别到。
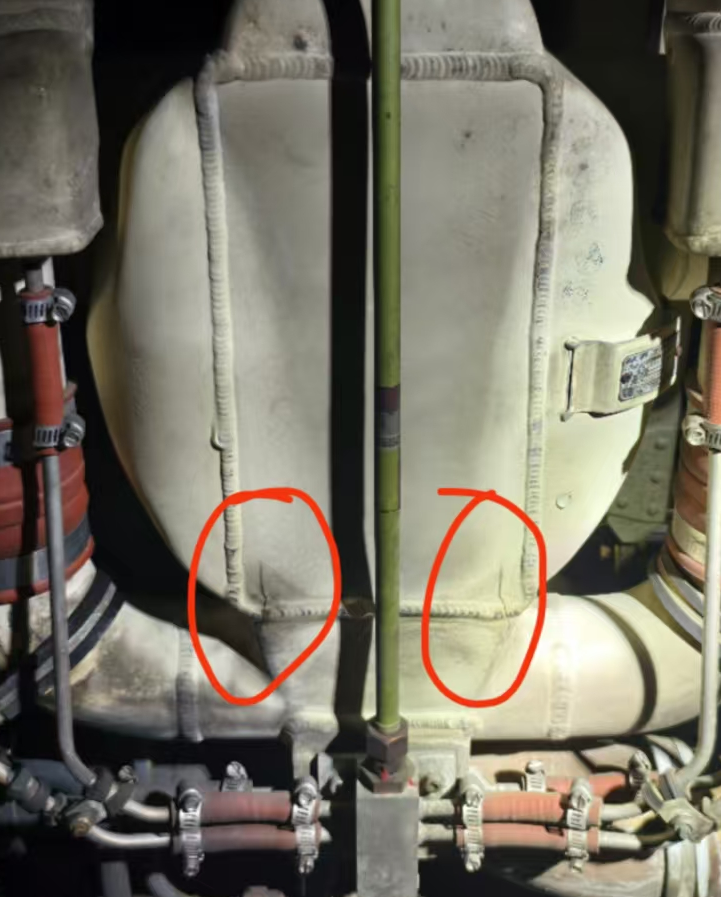
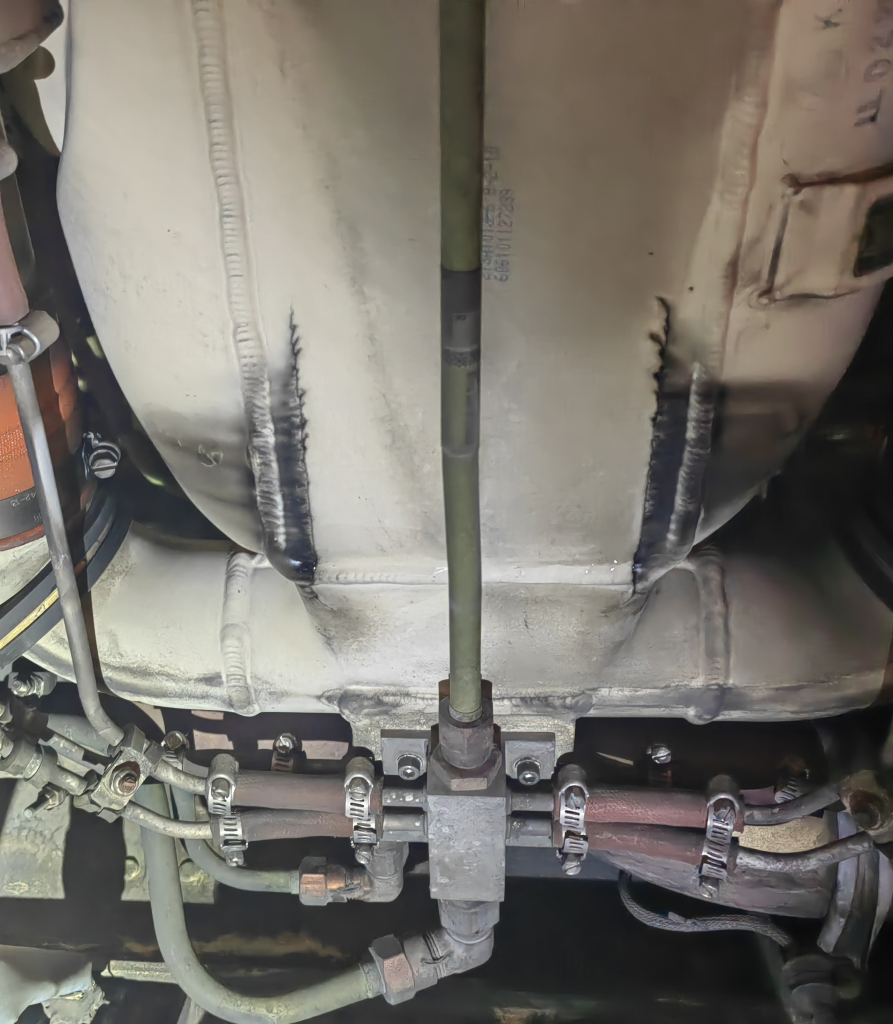
从裂纹的位置看存在典型的起始位置,如下图从左到右,基本上可以认为是一个逐步扩展的过程。也非常容易检查发现和识别。

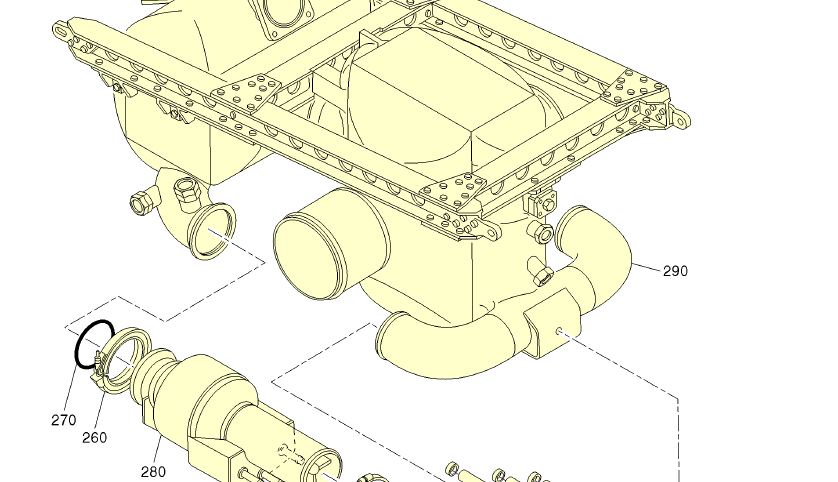
CMM信息较少看不出明显的问题
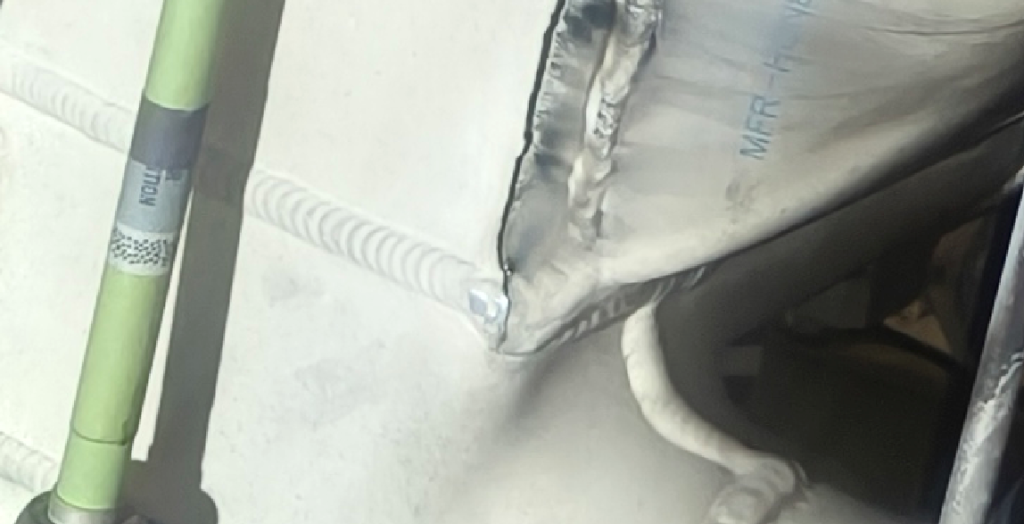
由于开焊起点有非常明显的集中性,怀疑为收边的位置,也就是焊缝的起始点。从细节看有弯折堆积点。
焊接时在起点或终点容易开裂主要有以下几方面原因:
热不均匀性
- 焊接起始段和收尾段的热量分布不均匀,这会导致局部过热和冷却速度差异较大。在焊接起点,的初始焊接热量使母材局部温度迅速升高,由于热量过于集中,可能导致母材的晶粒长大或局部组织发生变化,从而降低材料的韧性,在冷却过程中容易产生裂纹。
- 而在终点,焊缝的填充量相对较大,热量也相对集中,同样会使焊缝及热影响区的金属在冷却过程中受到的热应力不均匀,进而产生裂纹。
焊接应力集中
- 在焊接起点,由于焊接电流开始施加在母材上,会产生较大的局部应力。这部分应力在后续的焊接过程中无法得到有效的释放,特别是在焊缝的起点处,容易形成应力集中点,当应力超过材料的抗拉强度时,就会导致开裂。
- 在焊接终点,焊缝的收缩和冷却过程中,焊缝与母材之间的连接处会受到较大的拉应力。同时,由于焊缝的填充量在终点处相对较大,焊缝的收缩受到母材的约束也更大,从而导致应力集中,容易引起裂纹。
冶金反应的影响
- 犄接起点的母材与焊丝的初始接触和熔化过程,可能会导致一些杂质元素的局部富集或偏析。例如,在焊接不锈钢时,铬、镍等合金元素的分布可能不均匀,在冷却过程中,这些局部的成分差异会导致晶界处形成脆性相或产生晶间腐蚀,从而增加裂纹的敏感性。
- 焊接终点处,焊缝的凝固和结晶过程相对较快,这会影响焊缝金属的冶金质量。如果焊缝收尾不当,如收弧过快或填充量不足,会使焊缝的结晶组织变得粗大,晶界处的低熔点共晶和杂质含量相对较高,在焊接应力的作用下,容易产生热裂纹。
焊接工艺因素
- 焊参数接设置不合理,如焊接电流过大、电弧电压过高或焊接速度过快,都会导致焊缝起点和终点的热量输入过大或过小,影响焊缝的形成和冷却速度。例如,电流过大时,焊缝的熔深和熔宽会增加,但同时也容易导致焊缝的咬边、过热等缺陷,使焊缝起点和终点处的应力集中更加严重。
- 焊工的操作水平和焊接技巧也会影响焊缝的质量。如果焊工在起弧时不能及时调整好焊接参数和运条方式,或者在收弧时没有采用正确的收尾方法,如多次断弧收尾或添加焊丝等,都可能导致焊缝起点和终点出现未焊透、夹渣、气孔等缺陷,从而引发裂纹。
就此与波音做了沟通,波音表示
1、波音公司偶尔会收到来自其他运营商关于冷凝器开裂的报告;然而,这些情况并不常见。
2、冷凝器底部的裂纹位置特定且位置相同,这可能表明存在局部应力集中。安装不当、热应力、振动和材料疲劳等因素可能会导致这种现象。由于霍尼韦尔对冷凝器有设计认知,波音公司已联系他们征求意见(霍尼韦尔参考案例编号为:CASE-30648704),但尚未收到回复。因此,我们将在收到他们的回复后立即提供霍尼韦尔的进一步意见。
FIX相关信息
最近,在检查中,GOT 维护人员发现我们B737-800机队中有两架飞机的冷凝器(件号2340404-1)出现了开裂的情况。与波音工程和霍尼韦尔协调了我们的回应。波音尚未收到有关冷凝器开裂的任何报告。霍尼韦尔仅知晓GOL发布的2份报告。霍尼韦尔将监控这一状况,但目前没有正在进行或计划中的与这些事件相关的工程活动。
跟帖:
1、截至2013年6月23日,JJU发现了两个开裂的冷凝器(R/Hs)。所有裂纹均位于焊接区域(见附件)。JJU也想知道损坏的根本原因。
2、波音跟帖,感谢您的发布。波音公司再次联系了霍尼韦尔,并分享了以下内容:“霍尼韦尔仅看到过少量此类损坏的报告。”机队的可靠性处于合理水平。根据霍尼韦尔TRACE数据库,截至2013年6月30日的12个月期间,机队的平均无故障运行时间(MTBUR)为360,855小时(这反映了13%的机队在报告)。从提供的照片中无法明确泄漏的原因。霍尼韦尔可以继续监控,但目前没有正在进行或计划中的与这一事件相关的工程活动。波音公司目前也没有计划中的工程活动。自2012年这一问题首次出现以来,已有三家航空公司分享了他们的经验。波音公司鼓励其他公司发表意见。除非有进一步的活动,波音公司计划将此项目作为FTX整体清理的一部分而关闭。
3、2016年12月23日,在对飞机N8639进行详细目视检查(GVI)时,检查部位为机翼下部至机身整流罩——机翼下部盒段(EZAP),卡片编号为753-848-00-00。维修人员发现水分分离器冷凝器底部有一条裂纹。在拆卸时,该冷凝器已累计飞行小时数8,779小时,飞行循环数3,863次。
2017年5月24日,在对飞机N8321进行空调组件流量和关断活门指示问题的故障排查时,维修人员发现水分分离器冷凝器顶部有一条裂纹。在拆卸时,该冷凝器已累计飞行小时数17,084小时,飞行循环数7,297次。
4、维珍澳大利亚航空有八份关于高压级水分分离器冷凝器开裂的报告,冷凝器件号为霍尼韦尔2340404-1,其中四份报告自2023年7月以来提交。关于开裂位置,所有报告均显示裂纹位于冷凝器的下表面,裂纹长度通常为2到3英寸,参见所附图片。冷凝器在机翼上的累计小时数分别为:1) 28912小时 / 2) 31968小时 / 3) 32707小时 / 4) 33380小时 / 5) 34034小时 / 6) 34322小时 / 7) 37379小时 / 8) 47945小时。
5、自2016年以来,SHG共收到15份开裂报告,平均飞行小时数为32279小时,飞行循环数为19114次。现在是波音和霍尼韦尔关注这一问题的时候了。
6、自2016年以来,澳洲航空因开裂问题拆除了31个件号为2340404-1的冷凝器。澳洲航空所经历的开裂情况与本FIX信息中定义的焊缝处开裂相似。